

Effectiveness of Thermal Protection System in Design of Engineering Reentry Vehicles for Space Shuttle

Figure 1: Space Shuttle
Source:(Allahdadi et al. 2013:Safety design for space operations)
Abstract
The beginning of 21st century has seen an increment in the number of scientist who travels to space for exploration and scientific research. There exist a massive difference between the planet earth and the space in terms of ability to support life. As such, in planning for a trip to space, due major consideration should include safety measures particularly in the choice of the travel tool.
Atmospheric reentry is defined as the movement of objects into the planet’s atmosphere through the gases in the planet from an outer space. Two types of this entry exist; controlled entry and uncontrolled entry. Uncontrolled entry is rather natural without the influence of man activity like entry of celestial bodies whereas controlled entry is as a result of direct influence of man actions like entry of technological devices.
There exist several factors, which make this reentry a tricky business. As an object is entering the atmosphere, there is presence of several forces, which act in repelling or opposing the object movement like drag and gravity forces. Force of gravity acts by pulling an object back to earth. Presence of earth’s atmospheric air particles prevent the object from falling back thus leading to generation of a type of force known as drag force. When the two force interact it causes generation of aerodynamic heating and atmospheric drag whose presence can disintegrate the object. Presence of thermal protection system is meant to reduce the effect of these forces on the object. These thermal protection systems exist in several types including;ablative,Avcoat among others.This research paper seeks to expound on the effectiveness of best system that can attain these functions.
Executive summary
The designing of tools to enter space, particularly vehicles presents major challenges mostly related to safety measures and enhancing effectiveness of the vehicle. Space shuttle orbiter is one of the most commonly designed vehicles. Its design must encompass the use o f thermal protection system which s meant to protect it from aerodynamic heating generated by the interaction of atmospheric particles and the force of gravity. The combination of the trajectory of the vehicle as well as the nature and type of thermal protection system (TPS) in use in its design will determine the kind of distribution of temperature within the vehicle.
The most common type of TPS in use must have a capacity to handle high temperatures as well as an underlying thermal insulation, which is designed to inhibit heat conduction to the interior of the vehicle. The heat which is generated in the process of aerodynamic should be radiated to the space due to high surface temperatures. Thus the choice of material to be used in the design of the vehicle as well as the heat prevention system is of key concern in this project. The capacity of each material to be used in terms of ability to handle high temperature should be considered carefully .The key factors n choosing this material, which include its durability, its weight and its temperature handling capacity, are also of key concern when selecting for use in the design of the vehicle or the thermal protection system. The aim of this project is to protection system, which should be used in this design to attain this effectiveness s of key concern.
For The project to be successful, it must give a reasonably well thought out solution to the problem of atmospheric reentry using vehicles. Successful solution must meet the key requirements highlighted as;
- It must be the most cost effective ,reusable, and light weight heat prevention system to be used
- It must have the most durable material in its design with a low vulnerability to orbital debris
- The material used must have high temperature handling capacity or the capability of minimal thermal conductivity
- The proposed thermal protection system should be environmentally friendly
- The system must integrate well with other subsystems to enhance overall effectiveness
Developing a system that meets all the above listed constrains makes the proposed solution for an economically viable option as well as a technical solution to the problems encountered during atmospheric reentry.
Introduction
The space shuttle will always lead to aerodynamic and heat generation. Aerodynamic heating refers to the process in which the heating of a solid body is produced due to the fluid passage like air over a body mass like an airplane. Temperature at the service will vary depending on the aircrafts design. Generation of aerodynamics heating results from the combination of friction and compression of the gases in the atmosphere. In the traditional designs or the conventional designs, aluminum alloy was used in the designing of the vehicles. This gave a huge challenge since the aluminum alloy has a very low melting point which is at 650° C.Thus, during the heating process, when the surface or the outer temperature reaches 200° C, this aluminum alloy will deform faster. Hence, it will leadto the failure of the system (Compton1983).This implies that the aluminum alloy has to maintain a temperature which is below 200°C.Naturally, this is rather impossible to attain due to high levels of temperatures existing in the atmospheric space as a result of friction and compression. Attempts to solve this challenge led to the development of thermal protection system during seering which occurs at very high temperatures reaching 1,650 °C (3,000 °F) .
For a vehicle that is flying at hypersonic speeds, thus makes it sufficient to require the aerodynamic environment, which will maintain the suitable temperature limits for the structure carrying the load.Here, the nature of required TPS will depend on the rate of heat transfer as well the heat transfer load. During reentry the aero thermal environment depends on a number of factors which include; low weight of the vehicle, the smoothness which leads to avoidance of thermal load amplification, the low cost of operation as well as the low acquisition cost and the compatibility of the thermal system to the mechanical system. This factors when availed in the right proportions will enhance the development of the high-level performance of the thermal protection system. Temperature distribution on the vehicle depends on the vehicle will depend upon the configuration of the vehicle as well as the entry trajectory .Use of appropriate surface material which have got high capability of temperature will as well as combination of underlying thermal insulation will act to inhibit heat conduction to the inside of the vehicle.
The high surface temperature will radiate this heat back into space in the engineering reentry vehicles; the edges of the wings as well as the nose cap represent highest regions of temperature. Due to variation of the temperature, the selected TPS must contain a variety of materials .The extends of application of each of the material n TPS depends on its characteristics like weight.
This project proposes the use of SIRCA technique because of its aptitude to solve the above listed challenges. SIRCA make use silica tiles when designs are being made making the vehicle lightweight. Lightweight is a requirement in ensuring that optimal thermal conductivity is attained. The silica used in the process is made out of pure quartz .This was meant to prevent heat insulation to the aluminum skin of the vehicle or the aircraft and the entire structure. There exist roughly 24300 different types of silica, which are utilized in the making of these vehicles. Continued research s being conducted by scientists all over the world to determine and develop a better means of development of high temperatures as well as high oxidation –protection for these vehicles when silica is used. The tiles used in SIRCA are completely reusable presenting another key advantage of this process. Reusability is a key concern since it reduces the overall cost of the project as well as making the project environmentally friendly. In this method, the tiles are not fastened mechanically like in other techniques but rather glued to the vehicle using glue. This enables development of brittle and better tiles since it doesn’t flex the underlying color of the car like are the norm. Thus, this enabled isolation of the tiles from the structural deflections of the orbiter and the expansion(Dotto, 1991).These features among others to be discussed later in this report make the technique of SIRCA the candidate recommended solution in this paper.
If successful, this project will provide potential strategic plan for scientist in their efforts to get astronaunds, passengers and other explores to the space at an affordable price the cost notwithstanding. This will increase the demand for vehicles to be used n atmospheric reentry as more passengers can afford to take this luxury when it is more affordable. Its success will allow more vigorous studies into space since it would be easierto acquire the kind of information required for these studies. Further t would be easier to determine life support capacity of other planets other than earth since these planets become easily accessible by use of the atmospheric needs tobe determined.
Problem Statement
Safety of cosmotanaunts and astronauts is the number one priority of the space scientist wherever they are designing a tool that can be used for such a purpose. Ensuring that pass angers return safely to the earth is another important consideration. In the past, most scientists solved this problem by designing a spacecraft, which could travel along a path that is basaltic to the earth, then it could settle on sea or on land by being aided by a parachute. This was later modified to allow pilots to have control over the reentry oath of the aircraft.Even with all these modifications, this problem has not been eliminated entirely.
However, the most serious problem that scientist encounter during reentry into space has not been solved by these modification. This single problem has been identified as heat by many researchers. This heat develops as a vehicle returns to the earth’s atmosphere is caused by friction that exists between the particular vehicle and air. This temperature which is generated can reach such high leves as 3,000°F (1,700°C) and has the potential to destroy the entire vehicle due to melting of most metals hat are used n the making of the vehicle.
This project recommends the use of one of the three-candidate solution in the design of the vehicle as a solution to this problem. This type of thermal protection system makes use ablators which is a class of material which is capable of absorbing and radiating the heat which is generated in the process back to the earth. This absorption and radiation occurs over a short period thus preventing potential damage to the vehicle. One of the candidate solution recommended must be able to deal with problem should be implemented.
Initial Problem Description
In the last decade alone, more than one million astronaunds have been on a trip to space the most common destination being planet mars.Issues of long-term life support as well long-term exposure to radiation has been major issues and concerns that these people have had to handle. Enough protectionis needs to protect passengers and to prevent this without which cosmic rays which are galactic in nature penetrate the vehicles used by these astronauts and finally into their skin. This has the potential of damaging the DNA structure with the overall effect of exposing them to some forms of cancer. Thus protecting these astounds is a matter of necessity in the design of these vehicles. Other than ensuring reasonable amount of heat is absorbed and radiated away there is an extra need of ensuring passengers are protected from exposure to radiation. Shielding can be used to attain this but it would contribute a large amount to the initial cost of a vehicle due to the rarely available material that s used for this making the hole project not viable economically.
Therefore, a tradeoff has to be found between ensuring maximum safety of the pedestrians and the overall cost of the vehicle designed. This implies that an opportunity cost has to be made whereby an aspect of protection is foregone for little savings on the initial cost. Using thermal protection system when designing these vehicles has allowed this compromise to be made thus enabling choice of the best possible combination of cost effective and highly safe vehicle.
Thermal protection system also known as TPS refers to a barrier that ensures protection of a spacecraft in the process of searing heat of the atmospheric reentry. Thermal protection system also has a secondary role of protecting the spacecraft from extreme cases of cold and heat presence on space n the orbit.This system consist a variety of material, which applied on the exterior part of the vehicle or aircraft to ensure that the membrane is maintained within the reasonably accepted temperatures. This is primarily important during the entry phase as well as during hypersonic speed of the mission in the region (David, 1998).
During re-entry, the Orbiter’s external surface reached extreme temperatures—up to 1,648°C (3,000°F). The Thermal Protection System was designed to provide a smooth, aerodynamic surface while protecting the underlying metal structure from excessive temperature. The loads endured by the system included launch acoustics, aerodynamic loading and associated structural deflections, and on-orbit temperature variations as well as natural environments such as salt fog, wind, and rain(David, 1998). In addition, the Thermal Protection System had to resist pyrotechnic shock loads as the Orbiter separated from the External Tank (ET).The Thermal Protection System consisted of various materials applied.
There are various methods for thermal protection of the spacecraft, which include ablative passive cooling, heat shields, and active cooling among others. These different types of thermal protection system are meant to protect the aluminum structure of the reentry vehicle during the atmospheric flight portion sometimes on both the entry and ascent. This thermal protection system is meant to maintain temperatures of the vehicle at a temperature, which is below 350 °F. The system’s design is made in a way that it can be completely passive in its operation and has the capacity to make unlimited use when minor refurbishment is adjusted. This is meant to provide a smooth aerodynamic mold light by application of lightweight materials. The material, which is used in this process, should be able to perform in a wide range of temperatures particularly in the range of 250 °F to 3,000 °F which is the temperature range upon which the vehicle s expected to operate in.
Ablative Heat Shield
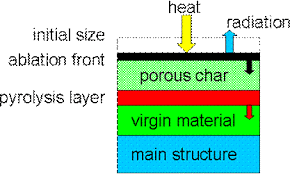
Generally, this technique appears as the one shown in the diagram below;
Figure 2: Ablative

Source:(Allahdadi et al. 2013:Safety design for space operations)
This type of thermal protection system operates by lifting away the layer of hot shock gas from the outer wall of the heat shield thus creating a boundary layer, which is cooler. This boundary layer originates when there is blowing of the gaseous products of the reaction process from the thermal prevention material thus providing protection from all forms of the flux of heat. This process by which the overall heat flux which is experienced by the outer wall of the heat shield by way of material at the boundary layer is referred to as blockage as shown by the diagram below.
Figure 3: Blockage Process
Source:Source:(Allahdadi et al. 2013:Safety design for space operations)
The process of ablation is said to occur in two stages in a process known as ablative TPS. The process starts when the outer surface of TPS material melts thus ending up charging, melting and finally it sublimes. As melting takes place, theTPS material bulk goes through a process called pyrolysis, which leads to expulsion of the gasses as the products of this process. This gas produced in the process of pyrolysis is the force that drives blowing as well as causing blockage. This blockage is of convective nature as well as catalytic mix of heat. A scientific tool called thermo gravimetric analysis is used to measure the process of pyrolysis in real time thus enabling the performance of ablation to be evaluated. The process of ablation is also used in provision of blockage against heat flux of radiation. This radiation introduces carbon material in the layer of shock therefore making the aircraft to be optimally opaque. The chart below illustrates this behavior
Figure 4: Introduction of Materials in Shock Layer
Source:(Allahdadi et al. 2013:Safety design for space operations)
This carbon material was developed originally as a throat material of a rocket nozzle. It was the primary (thermal protection mechanism) TPM of the carbon phenolic of the Galileo probe. It has been used mainly in the design of the nose tips of the reentry vehicle.
In the process of ablation thermal productive system (TPS) the thermal conductivity, which determines the ability f the TPS to radiate the heat, generated, is determined by the density of material as well as the nature of the material. In theory, the thermal conductivity is always directly proportional to the density of the material. The most common material used in ablation is carbon phenolic. Though it s desired for its high thermal conductivity, it has high density which makes it rather undesirable. This is because of the fact that whenever heat flux is experienced by a vehicle at the entrance is insufficient to lead to pyrolysis this leads to failure by the TPS. Failure of TPS occurs because of the ability of the material to conduct heat flux to the bond line of the TPS hence the failure. As a result, when there is entry trajectories that cause heat flux which are lower, the carbon phenolic becomes inappropriate thus, a choice has to be made regarding the use of other materials. The figure below shows a sample of the use of carbon in ablation

Figure 5: Use of Carbon in Ablation
Source:(Allahdadi et al. 2013:Safety design for space operations)
SLA-561V
This is another common type of thermal protection system used in design of vehicles for reentry. The initials represent weight ablator and super-light. From the meaning of the initials, the first feature and major advantage of this type of TPS is obtained. One of the most important issues to consider in the choice of the thermal protection system to be applied in the creation of these vehicles is light weight.
This type of ablative system was designed by Lockheed Martin and has been adopted as a TPS material primarily in the making of 70° (MSL). SLA-561V starts the significant ablation process at a flux of heat at around 110 W/cm², however it seems to fail when the flux of heat is more than 300 W/cm² as illustrated in the picture below.
Figure 6: SLA-561V

Source:(Allahdadi et al. 2013:Safety design for space operations)
This kind of ablative method is designed to withstand high levels of heat flux which is characteristic of the place in which these vehicles gain entry into atmospheric space. For instance in the design of Vicking-1 which is one of the latest designed vehicles for atmospheric reentry, the TPS which was used acted as a thermal insulator thus making it experience minimal ablation. This was the first design, which has been described as conservative design nature. Itis mainly used in the packing these ablative material to the core of honeycomb that are pre-connected to the configuration of the aero shell thus making it possible to enable construction of heat shield which is large. The chart below is a sample of vicking-1 model designed using this kind of ablative technique.
Figure 7:Vicking-1 Model

Source:(Allahdadi et al. 2013:Safety design for space operations)
PICA
These initials of this type of ablative technique stand for phenolic impregnated carbon ablator. It represents a type of a carbon fiber perform which is impregnated by use of phenolic resin. This current TPS fabric has gained prominence the making of vehicles for atmospheric entry. The reason for this is due to its low density, which is a major requirement in the use of TPS for this application. Further, this PICA has an advantage over the other types of ablative technique in that it has a higher heat flux at efficient ablative capacity this factor has made PICA a good choice for applications of ablative techniques like those of high-peak conditions of heating especially those found on the samples of lunar-return missions. Also, its thermal conductivity s believed to be lower than those of other ablative materials of high- heat -flux for example carbon phenolic of conventional nature. Its invention made it possible to accomplish the Apollo mission in 2006.This is illustrated by the picture below.
Figure 8: PICA
Source:(Allahdadi et al. 2013:Safety design for space operations)
Pica-X
Pica X represents an improvement to the PICA ablative technique. It is an improvement to PICA since t is easier to manufacture. Dragon C1 was the first type of double-entry examination of a PICA type. It is the less expensive ablative technique to manufacture. The picture below is a representation of PICA-X
Figure 9: PICA-X
![]()
Source:(Allahdadi et al. 2013:Safety design for space operations)
Sirca
SIRCA stands for silicon-impregnated reusable ceramic ablator is another type ablative technique, that was researched on and designed by NASA to be used for thermal protection system .In this system, the (BIP), or the Back shellinterface Plate was the point of attachment between the after body or the aero shell’sback shell and cruise stage or the cruise ring. This type of ablative technique uses a insulating material known as monolithic .Sirca is the only type of TPS that has the capacity to be machined to specific particular shapes and the directly applied to the spacecraft. Thus in this technique the post-processing ,heat treating as well as no additional coatings, which are required as illustrated by the picture below;
Figure 10:Sirca
Source:(Allahdadi et al. 2013:Safety design for space operations)
Because of its capability to be mounted in different precise shapes, it is used in making full-nose caps, tiles, or in a variety of common sizes and shapes.
This project is focused on developing a solution to atmospheric reentry from the earth using engineering vehicles. Most nature challenges, which should be addressed by the system, include;
- The high heat and temperatures experienced
- The environ tally environment technique or the most sustainable technique in use in
- The Safety concerns
- The cost consideration of the method of choice
- The level of efficiency and how effective the process is
- Efficiency and effectiveness of the method or technique.
For the candidate solution to be considered the most appropriate, it should be able to address all the above constraints so as to meet the overall objectives of the project.
Overall analysis and objectives
This project was based on two objectives; technical objective and business objective. The technical objective is to provide a recommendation of thermal protection system technique which has the capacity to absorb and radiate heat from the engineering reentry vehicles back to the surface.
This solution must be effective, cost efficient and a method that will ensure safety of both the passengers and the scientists going to space. Theobjective of the project in terms of business on the other hand is meant to provide a product for the aircraft industry which will enable revenue maximization at minimum costs .There exist is a wide and potentially profitable market of scientists who are aspiring to explore nature of life outside planet earth.
Existing literature and research work was used to establish the specific goals of the project. These goals which have been quantified concretely are in harmony with the projects objectives which were stated earlier.
This project requires a tradeoff to be made between the overall cost of the initial outlay and the features of the thermal protection system that will be derived by the vehicle. Thisimplies that the management must invest heavily on the most important features of the system. These features couldinclude those which enhance safety of the vehicle and would aid in temperature regulation. Since it is a new project, it will be hard to determine the cost structure of the vehicle.Thus, there is no way of knowing how much the customers would be willing to pay for the product. This will require research to be done to determine availability similar products and thus determine whether these customers have the potential to buy. However, ensuring that the heat prevention system is completely safe is not a subject of compromise since it is the main objective of the project.
Historical and Economical evaluation
There is an increasing population of middle class households all over the whole who are keen on exploring the world. This increasing population has led to increased demand of services, which can aid in exploration of space. Whereas a good percentage of these explorers represent scientists who go to space for research purposes, the number of people on tour is increasing with expansion of household incomes. This factor is an important concern factor in the society because scientists are starting to seek alternative places where human population can settle in to reduce pressure on the existing resources on the planet earth. Establishing working a option to this challenge will go a long way in reducing the intense competition on already overstretched available earth resources. Further, this gives an investment opportunity to the companies dealing with aircraft manufacturing thus improving their revenue structures.
Economic evaluation to determine the viability of the proposed solution will require a determination of a tradeoff between the cost of the manufactured vehicle and the functions included in this system. Although resources have been stretched, and that choices have to be made, it is important to note that there are functions on the thermal protection system which cannot be compromised.
Candidate Solutions
For the problem of insulation of the spacecrafts from extreme temperatures, there are different materials, which have been manufactured and tested for this purpose. NASA has continuously been doing research to advance the functionality of these thermal protection systems with every material varying in cost and effectiveness. Different materials have been used on different missions to space with advancement in the thermal protection systems after every mission (Launius 2012). This has resulted in the construction of efficient spacecrafts enhancing the quality and amount of information transmitted from space or brought back to earth from space by these crafts.
Background for thermal protection systems
Each orbiter was covered in thermal protection system materials that prevented the shuttles from the high temperature of re-entry and exceptionally cold temperatures, which are experienced when the spacecraft is in space, a temperature range of between -121 and -1,649°C. There is a complex collection of materials, which consist of the thermal protection systems, which help keep the astronauts and freight safe during flights.
The nose landing gear doors, the area between the nose cap and the nose cap, arrowhead aft of the nose landing gear door and the external edges of the wings are manufactured from a reinforced carbon-carbon (RCC) composite (Bardy 2006). This composite is able to endure elevated temperatures and for regions of the shuttle that would increase above 1,260°C, reinforced carbon-carbon is used to guard it, for temperatures lower than this, NASA used stiff silica tiles/fibrous insulation.

Figure 11: Stiff/Fibrous Insulation
Source:(Allahdadi et al. 2013:Safety design for space operations)
The tiles used were based on work carried out by the Lockheed Missiles & Space Company who had a patent discovery, which described a reusable insulating tile made from ceramic fibers, which could be put into great use during re-entry as a guard against high temperatures. A recyclable insulation system which could be directly adjoined to a lightweight aluminum airframe was very striking to NASA and so the focal point of the generation of the thermal protection systems was diverted towards using tiles.
The great portion of the thermal protection system is comprised of High-Temperature Reusable Surface Insulation (HRSI) and Low-Temperature Reusable Surface Insulation (LRSI). The main disparity between HRSI and LRSI is the surface coatings used on them. On the HRSI tiles; a black borosilicate glass covering is used to shield areas of the shuttle which attain up to 1,260°C. A white coating was used on the LRSI tiles which had the optical characteristics necessary for the maintenance of on-orbit temperatures for vehicle thermal control functions (Launius 2012). The areas of the shuttle covered with LRSI attain temperatures of up to 649°C.
The tiles were made by the Lockheed Missiles and Space Company, the greater part of which were two diverse types; LI-900, which had a density of 144kg/m3, and the LI-2200, which had a density of 352kg/m3. All through the Space Shuttle program, NASA made enhancements to the tiles and constantly developed their understanding of thermal conditions. This resulted in numerous compositional changes, which made the tiles more efficient.
The LI-2200 tiles found around door penetrations were ultimately replaced by Fibrous Refractory Composite Insulation. This assisted in the overall reduction in weight of the Space Shuttle. Adding onto this and in particular after the Colombia disaster, NASA needed to reduce the shuttles’ vulnerability to damage from orbital debris. This was obtained by the development of Boeing Rigidized Insulation.
After the Colombia disaster, engineers developed an advanced insulation material called Advanced Flexible Reusable Surface Insulation (ARSI). ARSI’s are a composite of quilted fabric insulations sewn amid two white fabric layers (Bardy, 2006). In addition to providing durability, Advanced Flexible Reusable Surface Insulation also reduce installation durations and cost of the shuttle. Replacing the majority of Low-Temperature Reusable Surface Insulations, they also helped to decrease the weight on both Atlantis and Discovery, which were the foremost shuttles to use them.
Strain seclusion pads and room-temperature vulcanized silicone adhesives were used to connect the tiles together. Before connecting the strain isolation pad to the tile, its inner mold lining was increased in density. This helped to allocate evenly the stress concentration loads across the tile-to-strain isolation pad interfaces (Bardot, 2008). Gases were prohibited from penetrating into the tile bond line with the help of filler bars, which were mounted underneath the gaps between the tiles. Gap fillers were also put in use in locations, which would be focus to high differential pressures and excessive aero-acoustic excitations. The bonding surface was mainly aluminum, but numerous other substrates were used which included an epoxy of graphite, titanium and beryllium.
Solution 1: Ablative
The kind of heat shield that excellently protects against elevated heat flux is the ablative heat shield. The ablative heat shield functions by taking the hot shock layer gas away from the heat shield’s external wall through blowing hence creates a cooler layer boundary. The general process of reducing the heat flux, which is experienced by the heat shield’s outer wall, is called blockage. Ablation makes the thermal protection systems layer to burn, liquefy and sublime through the process of pyrolysis (Launius, 2012). The gas emitted by pyrolysis is what impels the blowing and causes blockage of catalytic and convective heat flux.
Pyrolysis can be determined in a timely manner using thermo-gravimetric analysis, thus the ablative performance can be determined. Ablation to add onto that can provide blockage against Radiative heat flux through the introduction of carbon into the shock layer hence making it optically obscure. Radiative heat flux blockage was the fundamental thermal protection mechanism of the Galileo Probe Thermal Protection Systems material (carbon phenolic). Carbon phenolic was initially developed as a rocket nozzle throat material; which was used in the Space Shuttle Solid Rocket Booster, and for the nose tips of RV.
Thermal protection can also be improved in some thermal protection systems materials through coking. Coking is the procedure of carbon formation on the external layer of the thermal protection systems. TPS coking was discovered by chance during development of the Apollo-CM TPS material (Avcoat, 5026-39). The thermal conductivity of a thermal protection system material is comparative to the material’s density.
Figure 12: Thermal Conductivity
Source:(Allahdadi et al. 2013:Safety design for space operations)
Carbon phenolic is a very efficient ablative material though it has a high density, which is detrimental. In case the heat flux experienced by an entry vehicle is deficient to cause pyrolysis then the thermal protection system material’s conductivity could permit heat flux transmission into the thermal protection system bond line material thus leading to thermal protection system failure (Bardot, 2008). Therefore for entry trajectories resulting in lower heat flux, carbon phenolic is occasionally unsuitable and lower density thermal protection system materials such as the subsequent examples can be better design options:
Advantages of Ablative
- Protects in a functional manner against elevated heat flux
- provide blockage against radioactive heat flux through the introduction of carbon into the shock layer
- It uses Carbon Phenolic which is highly efficient.
Disadvantages
- The carbon phenolic used has a very high density, which is detrimental to the thermal protection system purposes.
- It is unsuitable for lower heat flux trajectory entries due to high density, which causes failure.
Solution 2: SLA-561V
“SLA” in SLA-561V stands for “Super Light weight Ablator”. The SLA-561V is a proprietary type of ablative manufactured by Lockheed Martin, which has been used as the fundamental thermal protection system material on every one of the 70-degree sphere-cone entry vehicles launched by NASA to Mars. SLA-561V starts important ablation at a heat flux of around 110 W/cm² although will be unsuccessful for heat fluxes greater than 300 W/cm².
The Mars Science Laboratory (MSL) aero-shell thermal protection system is at present designed to endure a climax heat flux of 234 W/cm². The highest heat flux felt by the Viking-1 aeroshell which touched down on Mars was 21 W/cm². For Viking-1, the thermal protection system acted as a burnt thermal insulator and did not experience tangible ablation. Viking-1 was the foremost Mars lander and it was based upon a very conventional design. The Viking aeroshell was 3.54 meters in diameter at the bottom which is the largest used on Mars up-to-date. SLA-561V is applied by stuffing the ablative material into a honeycomb central part that is pre-bonded to the aeroshell’s structure hence facilitating construction of a big heat guard.
Advantages
- Has a low density which ensures that its heat insulation properties are well effective
- It has a big heat guard through stuffing the ablative material into a honeycomb central part that is pre-bonded to the aero shell’s structure
Disadvantages
- It is unsuccessful for heat fluxes greater than 300 W/cm².
Solution 3: PICA
Phenolic Impregnated Carbon Ablator (PICA) was made by NASA Ames Research Center and was the fundamental thermal protective system material for the Stardust aeroshell. Since the Stardust sample-return capsule was the quickest man-made object to re-enter Earth’s atmosphere, at a speed of 12.4 km/s which is equivalent to 28,000 mph absolute velocity at 135 km altitude, PICA was an important technology for the Stardust mission.
PICA is a current thermal protection system material and has the benefits of low density, which is lighter than carbon phenolic, combined with efficient ablative capability at elevated heat flux. Stardust’s heat shield, which had a base diameter of 0.81 meters, was manufactured from a single monolithic piece sized to endure an ostensible peak heating rate of 1200 W/cm2 (Bardy 2006). PICA is an excellent selection for ablative applications like high-peak-heating conditions found on sample-return missions or lunar-return missions. PICA’s thermal transmittance is lower than other high-heat-flux ablative materials, such as conventional carbon phenolic.
Advantages
- It has low density
- It has effective ablative capability at quite high heat flux
- It can endure an ostensible peak heating rate of 1200 W/cm2
- Its thermal transmittance is lower than other high-heat-flux ablative materials
Disadvantages
- Unsuitable for low heat flux trajectories
Solution 4: SIRCA
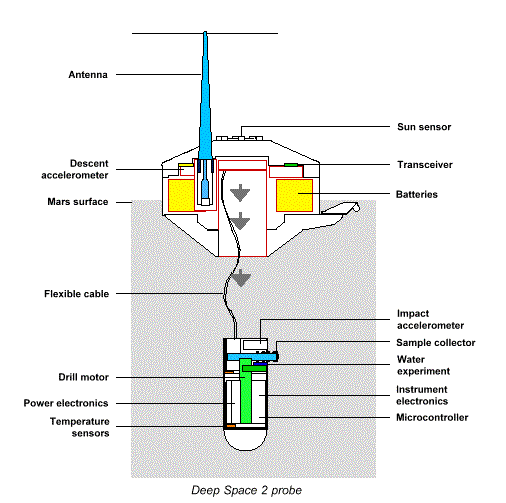
Silicone Impregnated Reusable Ceramic Ablator (SIRCA) was also manufactured at NASA Ames Research Center and was actively used on the Back-shell Interface Plate (BIP) of the Mars Pathfinder and the Mars Exploration Rover (MER) aeroshell. The Back-shell Interface Plate was at the connection points amid the aeroshell’s back-shell which was also known as Mars Pathfinder throughout the final assembly showing the aeroshell. Solid rocket motor and cruise ring NASA’s Stardust model return capsule successfully touched down at the United States Air Force Utah Range.
SIRCA was also the fundamental thermal protection system material for the failed Deep Space 2 (DS/2) Mars explorations with their aeroshells which had a base diameter of 0.35 metres. SIRCA is a monolithic, insulation material that can offer thermal protection through ablation. It is the only thermal protection system material that can be manufactured to custom shapes and then applied right away to the spacecraft (Launius 2012). There is no heat treating, post-processing, or additional coating necessary as it is the case in the present Space Shuttle tiles. Due to the reason that SIRCA can be machined to particular shapes, it can be applied as leading edge sections, tiles, full nose caps, or in any other number of custom shapes or sizes.
SIRCA has been verified in Back-shell Interface Plate applications but not yet as a fore body thermal protection system material. Initial research on ablation technology in the United States was centered at NASA’s Ames Research Center which is located at Moffett Field, California (Bardy 2006). Ames Research Center was perfect, because it had several wind tunnels capable of producing varying wind velocities. Preliminary experiments characteristically mounted a mockup of the ablative material to be analyzed within a hypersonic wind tunnel.
Advantages
- It has low density
- It has effective ablative capability at quite high heat flux
- It can be formed into any customizable shapes hence can be applied as leading edge sections, tiles, full nose caps, or in any other number of custom shapes or sizes
- It does not need heat treating, post-processing, or additional coating
Disadvantages
- SIRCA has not yet currently been made for application as a fore body thermal protection system material.
Table 1: Comparison of Candidate Solutions
| Solution/Attributes | Ablative | SLA-561V | PICA | SIRCA |
| Effectiveness | Suitable for high heat flux trajectories | Suitable for high heat flux trajectories | Suitable for relatively high heat flux trajectories | Highly effective and functional even in low heat flux |
| Density | High | Relatively high | Relatively low | Low |
| Customization | No | No | No | No |
| Materials used | Carbon phenolic | Super Light weight Ablator | Phenolic Impregnated Carbon Ablator | Silicone Impregnated Reusable Ceramic Ablator |
Proposed Solution
Solution 4 was proposed as the most effective solution because it is fully functional and highly effective even in the low heat flux conditions. Its density is low which does not affect its protective capabilities hence it is the most functional of all these solutions.
Silicone Impregnated Reusable Ceramic Ablator (SIRCA)
Innovative Light Weight Ceramic Ablators (LCA) was made by using ceramic and carbon fibrous substrates, which are impregnated with silicone and phenolic resins. The particular infiltration techniques were made to control the quantity of organic resins in the highly permeable fiber matrices so that the final densities of LCA’s range between 0.22 to 0.24 g/cc. This study describes the ablative and heat performance of the Silicone Impregnated Reusable Ceramic Ablators (SIRCA) in replicated entry conditions for Mars-Pathfinder in the Ames 60 MW Interaction Heating Facility (I HF). The Arc jet test results revealed no evidence of scorch erosion and mass loss at elevated stagnation pressures to 0.25 atmospheres.
Small amount of silica melt was evident on surface char at a stagnation pressure of 0.31 atmospheres. Four ceramic substrates were put in use in the manufacture of SIRCA’s to get the nature of boron oxide present in substrate so affecting the thermal performance of SIRCA’s. A sample of SIRCA was also introduced to the same heating condition for five cycles and no noteworthy mass loss or recession was discovered. Tensile determination established that the SIRCA tensile strength is about a factor of 2 higher than that of the virgin substrates (Bardot, 2008). Thermo-gravimetric Analysis (TGA) of the burn in nitrogen and air showed no substantiation of free carbon in the scorch. Scanning Electron Microscopy of the prime test sample showed that the burnt surface consists of a fibrous formation that was conserved with a thin layer of silicon oxide melt.
NASA frequently test and evaluate thermal protection materials for high-temperature dimensional stability, heat shock resistance and endurance to hostile environmental conditions. The analysis laboratory at the Thermal Protection Materials Branch (TPMB), NASA- Ames played an essential part in the progression of materials development of elevated heat aerospace uses. The materials establishment made a focus principally on the purpose of chemical and physical distinctiveness of specimens from a variety of research programs (Bardot 2008).
Numerous lightweight heat prevention system (TPS) materials have a huge existence of open porosity that is capable of making them highly permeable to the flow of gas. In order to replicate internal gas flows in permeable materials, understanding of the gas permeability is required. Unfortunately, this characteristic is not readily obtainable for most thermal protection system materials. In recent times, a device to measure permeability was constructed to analyze stiff, permeable thermal protection system materials, and the results were recorded. For an array of thermal protection system, tile insulations from the AIM category, FRCI category, LI category and AETB category, as well as for the commercial product Fiber Form there was notable permeability
SIRCA material was manufactured at NASA Ames Research Center as a lightweight ablative material with enhanced structural reliability. LCA materials put into use stiff tile insulations as substrates, which are partially enhanced with an organic resin to offer additional cooling mechanisms through endothermic breakdown, boundary layer blowing and pyrolysis gas heat transport. SIRCA materials are actively used in thermal protection systems (Bardy 2006). SIRCA was majorly used for the aft-plate on Mars Pathfinder’ and was preferred for the leading edges and nose cap of the X-34 vehicle manufactured by Orbital Sciences Corporation.
Figure 12: Mars Pathfinder’

Source:(Allahdadi et al. 2013:Safety design for space operations)
Permeability data for LCA materials are of specific importance because issues like hot boundary-layer gas penetration and the comprehensive flow pattern of pyrolysis products cannot be computationally determined until such data are evaluated.
SIRCA materials are made by partly impregnating fibrous tile substrates with silicone resins. These SIRCA materials use a range of ceramic fiber tiles as substrates. The SIRCA material samples tested in this experiment are made as SIRCA- 15F and use a nominal 192 kg/m^ (12 Ib/ft^) FRCI-12 tile substrate which is impregnated with RTV-655 resin, made by General Electric, to a nominal bulk density of approximately 240 to 272 kg/m’ (15 to 17 lb/ft’). Both FRCI-12 and Fiber Form contain anisotropic material characteristics due to the manufacturing procedure, which seems to align fibers preferentially normal to a pressing direction. For full analysis purposes, the LCA samples were tested along both “in-plane”, normal to the pressing axis, and “transverse”, directions (Launius, 2012).
Experiment and Data Analysis
Measurement apparatus, and all the data analysis procedures used to extract permeability parameters from experimental data are; The test rig having a two-part, tubular brass test section, that is connected to a mechanical vacuum pump on one side and to a gas inlet line on the other side. Circular test specimens are put into the analysis section and gases are sucked throughout the specimens by the vacuum pump. The downstream and upstream gas pressures are determined with capacitance manometer gauges, and the gas flow rates are scrutinized with the help of calibrated flow meters.
Diverse combinations of flow rate and pressure are got by regulating a leak valve in the gas inlet line and a throttling tap in the vacuum line. Gas leakage on the sides of the sample is alleviated by machining test specimens a little oversize to ensure that a snug press-fit is achieved (Launius, 2012). Furthermore, the boundary between the sample and test section is partially covered on the downstream side by a silicone-rubber gasket which stick out about 0.02 cm into the bore of the test chamber. The gasket also serves to close the bolted flange connection between the two parts of the test section (Bardot 2008). All the reported measurements here were made with air at room temperature and at gas pressures ranging from 0.5 to 101 kPa (-0.005 to 1 atmospheres.)
Experimental data were evaluated using the relationship F=K,[P,^+b], (1) …with AfirHRTL ^2) ” TdD^MAP’. This relationship is obtained by the combination of conservation of mass, the perfect gas law, the Klinkenberg permeability function and Darcy’s law, presuming an enormous flow of gas, which is laminar, in one-dimensionand isothermal. ^ K„ is the figure representing the gas permeability in the limit of band flow and b is a permeability slip parameter which accounts for rarified flow effects (Launius, 2012). All the quantities in F are found or can be determined, thus K^ and b can be attained from a linear least-squares fit of a plot of F versus P^j^.
Both K„ and b are dependent on microstructure and b is furthermore a function of temperature and composition of the gas. A scaling relation to change values of b, determined with a particular gas at a particular temperature, to values appropriate for other temperatures and gases is validated. Nevertheless, this relation stands only for fixed microstructures. The resins in SIRCA decompose at elevated temperature, changing the internal microstructure. As a result, both permeability parameters are functions of the heating environment, which includes the chemical composition of the ambient gases and the brief heating history. There are obviously numerous possible heating environments. Measurements are given here for virgin LCA material and for material burnt to its pyrolysis endpoint in a static gas atmosphere.
SIRCA specimens could not be re-tested. Preliminary tests on fresh SIRCA samples revealed negligible flow through the test specimens. It was hypothesized that the end faces of the test specimens were blocked by compaction of the soft silicone resin into the surface layers in the process of machining and/or on insertion of the specimen into the test rig (Launius 2012). To lessen this problem new test specimens were made by turning longer cylinders and breaking off the ends in situ for the creation of fracture surfaces.
With these specimens a quantity of gas flow was detected and an approximation of the permeability parameters could be obtained. On the other hand, these samples could not be detached and re-inserted without crushing the fissure surfaces. Therefore long enough cylindrical specimens were machined so that two specimens from the same cylinder could be recovered, one of which was tested in the fresh state and the other in the burnt state.
Burning was achieved by cycling specimens to about 1250K in a tube furnace through argon gas flow. In these conditions, the char yield y/ (percentage of mass remaining after pyrolysis) of the silicone resin in SIRCA is about 0.60. By evaluating the sample parts and the sample masses before and after permeability testing and pyrolysis, the evident sample densities in the fresh and burnt state, as well as the perceptible densities of the substrate and resin loadings in the fresh sample, can be determined (Bardy, 2006). The equations involved are used to approximate the substrate and resin compositions of the specific LCA specimens tested.
Experimental Results and Uncertainties
Experimentally determined densities and permeability parameters for fresh and burnt SIRCA specimens are given below. The standard deviations and mean values for all samples tested are also given;
Smim = SD ID =0.002,
SL/L = 0.2, and 8y//[i/ =0A, giving uncertainties of about 10% for p^^^^, and ‘p^c^,,
14% for p,, and 18% for ~p^^.
A detailed uncertainty analysis for K^ and b can also be determined.
Estimated uncertainties for rigid tile specimens are +1 1/-16% for K^ and +7/-4% for b. For the LCA materials these uncertainties are raised to +21/- 26% for Ko and +17/- 14% for ib, to account for the uncertain sample length in the case of SIRCA.
Discussion
The variety permeability for transversely oriented fresh SIRCA samples are roughly 10′” m^. Clearly fresh SIRCA material is quite less permeable to the flow of gas than other materials. The band permeability of the diagonally oriented FRCI-12 and Fiber Form tile substrates are on the order of 10′” m^ and 10”° m^ respectively. Contrast of LCA and substrate permeability shows that that silicone resin impregnation of FRCI-12 has a bigger effect on internal gas flow than phenolic resin impregnation of Fiber Form*. This distinction can be mapped back to substrate microstructure. Fiber Form* is less dense than FRCI-12 and is composed of bigger diameter fibers, which is -15 Dm carbon fibers compared to ~2 Dm silica and ~8 Dm Nextel fibers. Resulting from this, Fiber Form* has a much rough, more open microstructure than FRCI-12, which is shown in its elevated permeability.
Gas flow is constrained further upon resin impregnation in the SIRCA. But, given that internal mass flow driven by a forced pressure gradient across a permeable material scales to the third power (at least) with the quality channel aspect, comparable resin impregnation results in a much greater permeability adjustment in the finer microstructure material.
SIRCA specimens have a continuum permeability which is dominated by the micro-structural changes produced by resin impregnation. This causes the flow path to have a minimal winding characteristic and the mean distance between gas-surface collisions to be lengthier along in-plane directions than transverse directions(Allahdadi, 2013). The results are in line with expectations because the amount of mass lost in the pyrolysis process in charred specimen offers less obstruction to the flow than fresh specimen.
Permeability of the continuum changes rapidly for the SIRCA material specimens upon burning. The permeability of the continuum increases by three orders of magnitude in comparison with the fresh specimens. To add onto that, the underlying anisotropy of the FRCI-12 substrate is obtained back after the experiment; in plane, set specimens of burnt SIRCA material are roughly twice as porous as transversely oriented specimens (Launius, 2012). The char accumulation mostly depends on the heating rate and the chemical environments to which the particular SIRCA material is exposed.
Major Design and Implementation Challenges
Measurement apparatus, and all the data analysis procedures used to extract permeability parameters from experimental data are; The test rig having a two-part, tubular brass test section, that is connected to a mechanical vacuum pump on one side and to a gas inlet line on the other side. Spherical test specimens are put into the analysis section and gases are sucked throughout the specimens by the vacuum pump. The downstream and upstream gas pressures are determined with capacitance manometer gauges, and the gas flow rates are scrutinized with the help of calibrated flow meters (Allahdadi, 2013). These experiments are complex to set up and in case of a slight alteration; the desired results are not acquired. They are expensive to perform hence they are uneconomical. The SIRCA is yet to be used on front surfaces of the spacecrafts hence more tests need to be simulated for the front regions to enhance the effectiveness of these experiments.
Implications of Project Success
With success in this project, the spacecrafts formed will have reduced damage due to high temperatures as the re-enter the atmosphere of the earth. In the designs of the front of the spacecrafts, the low density SIRCA will be fully functional and economic as it is reusable. The light weight will result in an increased speed and save the fuel cost as lesser fuel will be required for propulsion. In the case of return to the ground, lesser obliteration of the spacecraft will be possible since the gravitational effect will be less on a lighter space vehicle as it re-enters the atmosphere resulting in lesser friction between the surface of the spacecraft and the atmosphere.
In summary, the study shows that there is need to increase safety and effectiveness for the researcher who goes to space for investigation and experimental examination. This is because of an existence of a huge distinction between the planet earth and the space as far as capacity to bolster life is concerned. As being what is indicated, in anticipating an outing to space, due significant thought ought to incorporate security measures especially in the decision of the travel apparatus.
Climatic reentry is characterized as the development of items into the planet’s air through the gasses in the planet from the space. Two categories of this section exist; controlled passage and uncontrolled entrance. Uncontrolled section is somewhat regular without the impact of man action like passage of divine bodies while controlled entrance is as an aftereffect of direct impact of man activities like passage of mechanical gadgets.
There exist a few variables, which make this reentry a dubious business. As an article is entering the air, there is vicinity of a few powers, which act in repulsing or restricting the item development like drag and gravity strengths. Power of gravity acts by pulling an item back to earth. Vicinity of earth’s environmental air particles which keep the article from falling back hence producing drag power. The connection between these two strengths causes era of aeromechanic warming and climatic drag whose vicinity can crumble the article. Vicinity of warm security framework is intended to lessen the impact of these strengths on the article. These warm insurance frameworks exist in a few sorts including; ablative, Avcoat among others. This exploration paper looks to elucidate the adequacy of warm security framework and the best framework that can achieve these capacities.